江苏苏予波纹补偿器膨胀节详细介绍
导向辊波纹补偿器
工作原理
波纹补偿器是用以利用波纹补偿器的弹性元件的有效伸缩变形来吸收管线、导管或容器由热胀冷缩等原因而产生的尺寸变化的一种补偿装置,属于一种补偿元件。可对轴向,横向,和角向位移的的吸收。
检测
由于不同类型的波纹补偿器补偿形式不同,主要有轴向、横向、角向以及组合补偿方式。对同时存在多种位移的波纹补偿器,要对其各种位移进行合成,求出总等效轴向位移,检测是对总等效轴向位移而言。也就是说,波纹补偿器公称位移的检测是对总等效轴向位移检测。
通用类波纹管的公称位移,实际上就是波纹管给定的名义位移变形的能力。对于用波纹管制成的膨胀节(补偿器)、补偿器而言,通常称为补偿量,反映了波纹管吸收系统位移的能力,表示在一定条件下,产品所具有的的补偿能力。波纹管在正常工作时,要吸收系统位移而产生位移变形,同时还要***一定次数的正常安全工作位移循环次数。因此波纹管在设计时,根据每一个波可以承受的位移大小,设计有一定的波纹数,当每个波都在均匀地承受位移载荷,没有局部超负荷时,波纹管可以正常的工作。设计合理时,可以***一定的设计工作位移循环寿命次数。在JB/T 6169-92“金属波纹管”标准中,对此项性能的检测做出了规定。
计算
管道的热变形计算
计算公式:X=a·L·△T
x 管道膨胀量
a为线膨胀系数,取0.0133mm/m
L补偿管线(所需补偿管道固定支座间的距离)长度
△T为温差(介质温度-安装时环境温度)
产品描述
在冶金领域,随着现代化的带钢连续退火线、连续镀锌线机组工艺速度越来越高(150~450m/min),连续退火炉连续镀锌线中的炉内纠偏系统不但已***,而且有时需多套系统组合才能***机组的高速运行。
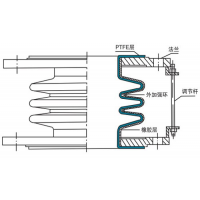
普通炉辊穿过炉墙处轴身与炉墙间的缝隙原则上比较小(一般30mm),对膨胀节径向、轴向的补偿量要求一般在20mm左右,故使用带内衬保温材料的不锈钢波纹管膨胀节即可;而纠偏辊为了达到纠偏目的,其与炉墙间的缝隙一般不小于100mm,在轴向空间有限的基础上膨胀节的径向、轴向补偿量要求在100~200mm左右,这对于不锈钢波纹管很难达到,因此必须选用由多层非金属材料复合而成的膨胀节。
导向辊波纹补偿器
江苏苏予管业有限公司